Özet
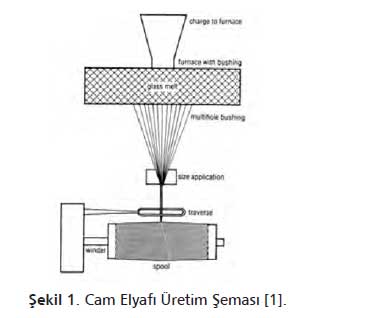
Cam elyafı silika, kolemanit, alüminyum oksit, soda gibi malzemelerden üretilir. Bu hammaddeler cam fırınlarında yüksek sıcaklıkta harman edilerek basınç altında mikron seviyesinde ki küçük deliklerden akıtılarak cam elyafı üretimi yapılır.
Cam elyafı, elyaf takviyeli polimerik kompozit üretiminde en çok kullanılan elyaf çeşididir. Mukavemeti oldukça yüksektir. Isıl dirençleri oldukça düşüktür. Kimyasal malzemelere karşı dirençlidirler. Nem soğurma özelliği yoktur. Elektrik iletkenliği yoktur.
Cam elyaf takviyeli polimerik kompozit malzemeler,takviye malzemesi ve taşıyıcı olarak kullanılan reçinenin (matris) birlikte kalıplanması yöntemiyle elde edilmektedir. Bu kalıplama işlemi birçok farklı şekilde yapılmaktadır. Bu kalıplama işleminde önemli olan cam elyafı ile matriksin uygun şekilde ıslatılabilmesidir.
Bu kalıplama işleminde matris; kuvvetin elyafa iletilmesi ve düzgün dağılım sağlanması, liflerin ortamın etkilerinden ve darbelerden korunması, kompozit malzemenin tokluğunun arttırılması ve malzemelerde oluşan çatlak, kırılma vb. engellenmesi görevi üstlenmektedir.
Cam elyaf takviyeli polimerik kompozit mazleme mukavemeti yüksek, oldukça hafif olmasından dolayı havacılık, uzay teknolojisi, otomotiv, gıda, inşaat, eğlence, teknoloji vb. birçok sektörde kullanılmaktadır.
Cam elyaf takviyeli polimerik kompozit üretiminde, kalıplama işlemi sonrası fazlalıkların kesilmesi, parçanın üretim prosesi gereği tesviyesi, mekanik olarak yapılmaktadır. Bu durum yüksek maliyet, zaman kaybı oluşturmakta ve hata oranlarını arttırmaktadır.
Bu çalışmada lazer kullanarak kesme ve delme işlemleri yapılmıştır. Optimum lazer parametreleri, kesme hızları belirlenmiştir.
Farklı renklerde 5 mm kalınlığındaki cam elyaf takviyeli polimerik kompozit plakalar farklı puls genişliğinde ve dalga boyundaki Nd:YAG lazerleri kullanarak kesme ve delme çalışmaları başarıyla gerçekleştirilmiş ve optimum lazer parametreleri belirlenmiştir.
Giriş
Cam elyafı silika (SiO2), kolemanit, alüminyum oksit (Al2O3), soda (NaHCO3) gibi malzemelerden üretilir. Bu hammaddeler cam fırınlarında yüksek sıcaklıkta harman edilerek basınç altında mikron seviyesinde ki küçük deliklerden akıtılarak cam elyafı üretimi yapılır.
Cam elyafı, elyaf takviyeli polimerik kompozit (CTP) üretiminde en çok kullanılan elyaf çeşididir. Isıl dirençleri oldukça düşük, kimyasal malzemelere karşı oldukça dirençlidir. Nem absorbe etme özelliği ve elektrik iletkenliği yoktur.
Cam elyaf takviyeli polimerik kompozit (CTP) mazleme mukavemeti yüksek, oldukça hafif olmasından dolayı günümüzde farklı alanlarda kullanılarak popüler sanayi malzemesi haline gelmiştir.
Bu malzeme ilk zamanlar uzay ve uçak sanayinde kullanılmaktayken günümüzde otomotiv, gıda, inşaat, eğlence, teknoloji vb. birçok farklı sektörde kullanılmaya başlanmasıyla önemini gittikçe arttırmıştır. Bu kullanım ise malzeme üzerinde oldukça farklı ihtiyaçları ön plana çıkarmaktadır.
Cam elyaf takviyeli polimerik kompozit (CTP) malzemeler, takviye malzemesi ve taşıyıcı olarak kullanılan reçinenin (matris) birlikte kalıplanması yöntemiyle elde edilmektedir. Bu kalıplama işlemi birçok farklı şekilde yapılmaktadır. [1]
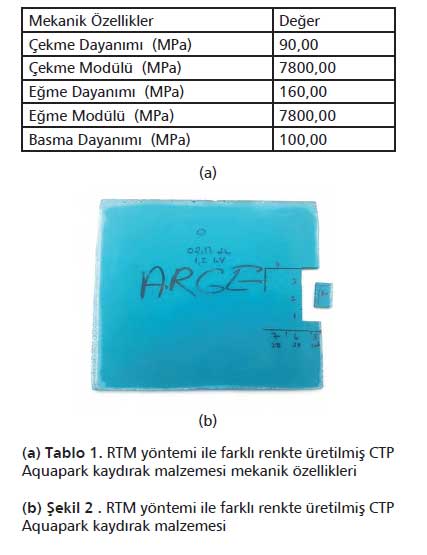
Reçine Transfer Kalıplama (RTM) Üretim Yöntemi: Deney numunesi olarak kullandığımız malzeme RTM metodu ile üretilen aquapark kaydırak malzemesidir.
Jelkotlu olarak üretimi yapılan ürünlerimizden her iki yüzeyi de aynı parlaklıkta, pürüzsüz ve karmaşık yapılarda CTP malzeme üretmek mümkündür. RTM metodu ile üretimi yapılan 5 mm kalınlıkta CTP malzemenin mekanik özellikleri Tablo 1’de verilmiştir.
Polimerik kompozit malzemelerin hassas olarak kesilmesi ve mikron mertebesinde delinmesi özellikle medikal uygulamalar açısından oldukça önemlidir[2,3]. Literatürde özellikle polimerlerin lazerle mikro-işleme konusunda son zamanlarda çalışmalar artmıştır[2-5].
Bunun altında yatan sebep polimerlerden yapılan mikro-lensler ve medikal uygulamalar için dokupolimer esaslı membran yapısının oluşturulmasıdır.
Çünkü oluşturulacak desen ve gözenek yapısıyla doku etkileşimi farklılık göstermektedir [2]. Yapılan bu çalışmada ise 5 mm kalınlığında cam elyaf katkılı kompozit malzemeler üzerinde farklı dalga boylu lazerler kullanılarak kesme ve delme çalışması gerçekleştirilerek optimum lazer parametreleri tespit edilmiştir.
2. Yöntem
Şekil 1’de cam elyaf üretimi şematik olarak gösterilmiştir [1]. Tablo 1’de ise deney numunesi olarak kullandığımız cam elyaf takviyeli plastik kompozit (CTP) malzemeye ait mekanik özellikler verilmiştir.
Malzemelerde kesme ve delme işlemleri yapabilmek için Şekil 2’de verilen deneysel düzenekler kullanılmışlardır. Mili-saniye(ms) atımlı lazerde ağırlıklı olarak kesme işlemi, Nano-saniye(ns) atımlı lazerde ise delme işlemleri gerçekleştirilmiştir.
Kullanılan lazer parametreleri Tablo 2’de verilmiştir. Tüm kesme ve delme işlemlerinde koruyucu gaz olarak Argon (Ar) kullanılmıştır.

Şekil 3. Deneysel düzenek. (A) ns- atım süreli Nd:YAG lazer ile delme işlemi için kullanılan deneysel düzeneği, (B) ise ms- atım süreli Nd:YAG lazer ile kesme ve delme işlemi için kurulan deneysel düzeneği göstermektedir.
Hazırlanan düzeneklerin tamamı hassas ve kontrollü hareket eden sitemlerden oluşmaktadır. Mikroskobik görüntüler Olympus marka mikroskoptan alınmıştır. 3. Tartışma
3.1. Lazer ile Delme
3. Tartışma
3.1. Lazer ile Delme
Kocaeli Üniversitesi bünyesinde ki Lazer Teknolojileri Araştırma ve Uygulama Merkezi (LATARUM) var olan ms ve ns atım genişliğindeki lazer kullanılarak cam elyaf katkılı kompozit malzemede delme işlemi gerçekleştirilmiştir.
Kullanılan lazer parametreleri ise ayrıntılı olarak Tablo 2’de (ns lazer için) verilmiştir. Benzer olarak yapılan delme işlemlerinin mikroskobik görüntüleri Şekil 4 ve Şekil 5’te farklı lazerler için verilmiştir.

Şekil 2 ve Şekil 3’ten de anlaşılacağı üzere ns atım süreli lazer kullanılarak yapılan delme işleminde yanma işlemi gerçekleşmeden malzeme üzerinde delme işlemi yapılabilmektedir.
Lazer gücü arttıkça delik çapında yaklaşık bir değişiklik olmamakta, fakat jelkot kısmında oluşan HAZ (ısıdan etkilenmiş bölge) bölgesinin çapı artmaktadır.
Bu durum Şekil 6’da daha açık görünmektedir. ms atım süreli lazerle yapılan delme işleminde ise yanma işlemi gerçekleşmiştir. Bunun sebebi darbe süresinin uzun olmasından kaynaklanan enerji aktarımının büyüklüğüdür.,
Polimerlerin lazerle yapılacak işlemlerinde toksit gaz çıkışı oluşmaktadır. Bu sebepten yapılacak çalışmalar havalandırılmalı ortamlarda yapılmalıdır. Ayrıca birçok polimer kolayca yanabildiğinden atım süresi düşük lazerle çalışmalar gerçekleştirilmelidir.

Şekil 6’da ns-atım süreli lazer kullanılarak farklı lazer güçlerinde delme işleminin yapıldığı numunelerin kesit görüntüleri verilmektedir. Şekilden de anlaşılacağı jelkot bölgesinde artan enerji ile oluşan kraterin çapı artmaktadır.
Kompozit içinde oluşan delik çapı malzeme içerisine girdikçe azalmaktadır. Malzeme içerisinde yaklaşık 200 μm çaplı düzgün delikler oluşmuştur.
3.2. Lazer ile Kesme
Şekil 7’de ms-atım süreli lazer kullanarak yapılan kesme işlemini göstermektedir. Tablo 3 ise kesme işleminin yapıldığı lazer parametrelerin belirtmektedir. Şekil 7’den de görüleceği üzere yaklaşık 2 mm kalınlığında keskin kenarları bulunan düzgün bir kesim başarıyla gerçekleştirilmiştir. 4. Sonuçlar
4. Sonuçlar
Bu çalışmada 5 mm kalınlığında cam elyaf katkılı kompozit malzemeler üzerinde farklı dalga boylu lazerler kullanılarak kesme ve delme çalışması başarıyla gerçekleştirilmiş ve optimum lazer parametreleri belirlenmiştir. Elde edilen sonuçlar aşağıda liste halinde verilmiştir.
1. Her iki lazerde de kompozit malzemenin boyalı jelkot tabakası üzerinde 500 μm çaplı delikler başarıyla oluşturulmuştur. ms-atım süreli lazer kullanılarak yapılan delme işleminde jelkot kısmının yandığı gözlenmiştir.
2. ns-atım süreli lazerler cam elyaf katkılı kompozit malzemelerde yapılacak mikron seviyedeki delme işlemleri için daha uygundur. Kompozit malzeme içerisinde yaklaşık 200 μm çapında düzgün kanallar başarıyla oluşturulmuştur.
3. ms-atım süreli lazerler polimerlerde yapılacak lazerli kesme işlemi için daha elverişlidir.
Mehtap Türkmen / Mekanik Ar&Ge / Polin Waterparks / FBE/Elektro-Optik Sistem Mühendisliği / Kocaeli Üniversitesi
Levent Candan / Uzman Araştırmacı / LATARUM Lazer Teknolojileri Araştırma ve Uygulama Merkezi / Elektro-Optik Sistem Mühendisliği / Kocaeli Üniversitesi
Serçin Basut / Mekanik Ar&Ge / Polin Waterparks
Ersin Kayahan / FBE / Elektro-Optik Sistem Mühendisliği Bölüm Başkanı / Kocaeli Üniversitesi / LATARUM (Lazer Teknolojileri Araştırma ve Uygulama Merkezi) Müdür Yardımcısı
Ali Cansun / Ar&Ge Direktörü / Polin Waterparks
Teşekkür
Katkılarından dolayı Polin Waterparks şirketine (Kocaeli / Türkiye) teşekkür ederiz.
Referanslar
1. Cam Elyaf Sanayi A.Ş. Bülten Sayı 6.
2. K.S. Tiaw, M.H. Hong, S.H. Teoh, Precision laser micro-processing of polymers, Journal of Alloys and Compounds, 449 (2008)
228–231.
3. M. R. H. Knowles, G. Rutterford, D. Karnakis andA. Ferguson, Micro-machining of metals, ceramics and polymers using
nanosecond lasers, Int J. Adv. Manuf Technol. 33(2007)95–102.
4. V.N. Tokarev, J. Lopez, S. Lazare and F. Weisbuch, High-aspectratio microdrilling of polymers with UV laser ablation:
experiment with analytical model, Appl. Phys. A 76(2003) 385–396.
5. N. Masmiati, P.K. Philip, Investigations on laser percussion drilling of some thermoplastic polymers, Journal of Materials
Processing Technology 185(2007)198–203.