Kompozit malzeme gelişmeleri hızlı bir şekilde ilerliyor. Uçakları, trenleri ve arabaları daha hafif, yakıt verimli, daha sessiz ve daha yüksek performans gösterme isteği, kompozit endüstrisinin arkasındaki en önemli itici güçtür. Önemli örneklerden biri büyük kompozit parçası olan Boeing 787 Dreamliner uçak gövdesidir.
Metal gibi alt-tabaka malzemeleri geçiş, birleştirme ve bileşenleri sabitleme farklı şekillerde de seyir anlamına gelmektedir. Temel faydası çevre ve çalışma maliyetleri üzerindeki etkisini azaltan azaltılmış ağırlık, enerji verimliliğinin geliştirilmesidir.
Kompozit malzemeleri birleştirmek oldukça zor olabilir. Kaynak gibi geleneksel birleştirme yöntemleri imkânsız hale gelir.
Alüminyum ekstrüzyonunu bir kompozit levhaya nasıl kaynak yaparsınız? Plastik mafsal bir plastik için, birlikte parçaları kaynak için bir çözücü kullanılarak kabul olabilir ama bu şekilde kompozit için plastik katılmak isterseniz, fazla şans olmaz.
Mekanik bağlantı elemanları basit ve ucuz bir çözüm sunabilir ancak bunlar bulundukları yerdeki yüksek gerilimli alanlara neden olabilir veya bir delik açılması gerekirse, parçanın yapısal bütünlüğü tehlikeye girebilir.
Mekanik bağlantı elemanları sık sık çirkindir, bileşen ağırlığına eklenir, sürtünmeyi artırır, ses çıkartır veya titrer (çok rahatsız edici olabilir).
Bileşenlerin yapıştırıcı ile yapıştırılması bu birleşme problemine bir çözüm sunar ve birçok fayda sağlayabilir:
•Bileşenler arasında daha iyi stres dağılımı- stresin yoğunlaşabileceği “zayıf noktalar” yoktur,
•Daha düzenli bir görünüm,
•Daha az işlem- alt tabakaya ekstra baskı ekleyen matkap kullanmaya gerek yoktur,
•Hafiftir ve ses olmaz,
•Fırsatçı sorun yaratıcılar tarafından tahrif edilme veya bunlara zarar verme olasılığı daha düşüktür,
•Bir sızdırmazlık oluşturur- kaçak yolu yoktur (bu nedenle tekne gibi şeyler için ideal),
•Uygulama şekli seçimi, uygulamaya uygunluk hızı, dayanıklılık ve esneklik.
Ancak her şey kolay olmayabilir. Tasarım aşamasında yüksek performans için bu sorunların farkında olmak gerekir.
Yüzey Hazırlığı
En yüksek mukavemetli bağ ve en iyi dayanıklılığı elde etmek için yapıştırmak istediğiniz yüzeyleri hazırlamak veya astarlamak gerekebilir. Farklı malzemelerden her biri temiz, kuru ve yağsız olması gerekir, farklı gereksinimleri vardır.
Polipropilen veya polietilen gibi bazı plastikler yapışmaz. Bağ kurmadan önce önemli yüzey hazırlığı gerekir, bu taban reçineleri ile kompozit karışımları yüzey enerji bağlanmasını izin verecek kadar yüksek olmasını sağlamak için dikkatli bir şekilde test edilmeleri gerekebilir.
Karbon fiber veya GRP gibi kompozitler, GRP’nin Gelcoat tarafını yapıştırıyorsanız aşındırmanız gerekebilir, ancak minimum yüzey hazırlığı ile kurtulabilirsiniz.
Çok sayıda değişken ve farklı yüzey hazırlama tekniklerinin bir listesi vardır, bu nedenle, herhangi bir şüpheniz varsa, tavsiye için Permabond teknik yardım hattına başvurmanız önerilir.
Termal Genleşme ve Daralma Oranları
Bu aynı zamanda uzun bir GRP profiliniz varsa, karbon elyafına bağlamak istediğinizde, bileşenler genişlediğinde ve büzüldüğünde sorunlarla karşılaşabilirsiniz.
Tabi ki, bu yalnızca yapıştırıcıları kullanırken değil, mekanik bağlantı elemanları kullanıldığında da bir problemdir. Bazen bu çok kötü, materyaller eğrilebilir, bükülebilir veya deforme olabilir veya bağ bozulabilir.
Bileşen substratların, farklı termal genleşme ve büzülme ile başa çıkabilmesi için bir dereceye kadar hareket etmesine izin verilmesi gerekir; böylece esnek bir yapışkan seçmek ve substratlar arasındaki tutkal çizgisi kalınlığının (boşluk) artırılması, genleşme ve büzülme gerilmelerinin azaltılmasına yardımcı olabilir.
Aşağıdaki tabloda genel mühendislik malzemeleri için farklı termal genleşme rakamları gösterilmektedir.
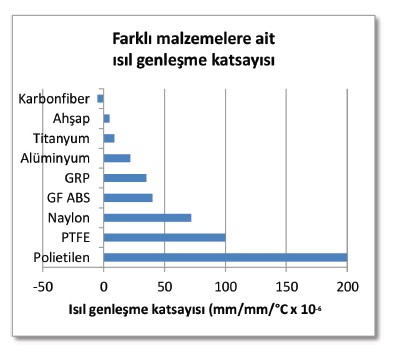
Grafik şekillerini bağlama koymak için, metre uzunluğundaki bir polietileni karbon fibere bağlarsanız ve +20°C sıcaklık değişimi uyguladıysanız, PE karbon fiberden en az 4 mm daha genişleyecektir.
Yapıştırıcı kürlenirken, normalde çalışacakları sıcaklıkta (mümkünse) kürlenmesi iyi bir fikirdir, bu, farklı malzemeler arasında gerilmeleri minimum düzeyde tutmaya yardımcı olur. Hesaplamalara yardımcı olacak kullanışlı bir web sitesi: http://www.calculatoredge.com/calc/exp.htm.
Ortak Yapılandırma
Yapıştırıcı kullanmak, ortak tasarımlar söz konusu olduğunda çok daha fazla seçenek açar. Karmaşık bağlantı konfigürasyonları ve boşluk doldurma, daha önce kaynak veya mekanik bağlantıların, seçeneklerin sınırlı olduğu yerlerde düşünülebilir.
Bir yapıştırıcı çizgi kalınlığı kontrolünde inşa etmek, farklı malzemeler arasındaki gerilmeleri en aza indirmeye yardımcı olabilir. Normal olarak, yaklaşık 250 μm’lik bir boşluk, substratlar arasında bir dereceye kadar genleşme ve büzülmeye izin vermekle birlikte optimum güç performansı verecektir.
İstenilen ölçerin çok ince tel uzunluğunu kullanarak tutkal çizgisi kalınlığını kontrol edebilir veya cam oy püskürme ara parçası boncuklarını kullanabilirsiniz (bunlar cipslerinizdeki tuz gibi kolayca serpilebilir).
İyi ve Kötü Derz Tasarımlarına Örnekler: (Oklar Derz Üzerindeki Kuvvet Yönünü Gösterir)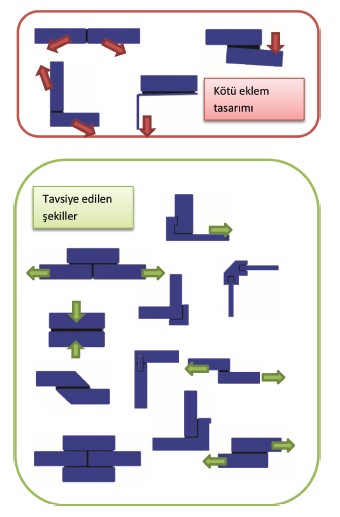
Servis Şartları
İş için en iyi yapıştırıcının seçilmesini sağlamak için, yapıştırıcının maruz kalacağı servis koşullarını dikkate almak önemlidir.
Bunlar, sıcaklık değişiklikleri, maksimum ve minimum sıcaklık performansı, kimyasal maruziyet, çevresel maruziyet (yağmur, nem, güneş ışığı, don vb. gibi faktörler) ve elbette yukarıdakilerin hepsinin bir kombinasyonu oda sıcaklığında nispeten saldırgan olmayan bir kimyasal madde sıcakken oldukça agresif olabilir.
Yapıştırıcı Özellikleri
Böylece kompozit malzemelerinizi aldınız, ekleminizi tasarladınız, yüzeyleri hazırladınız, servis koşullarının problem olmayacağından eminiz. Şimdi, aralarından seçim yapabileceğiniz 100’den fazla yapıştırıcıyla karşılaşıyorsunuz.
Seçeneklerinizi daraltmanıza yardımcı olmak için aşağıdaki soruların cevaplarını hazırlayın:
•Tercih ettiğiniz kürlenme hızı nedir? Örneğin saniye, dakika, saat? Parçaları ne kadar çabuk monte etmeniz ve iyileştirmeniz gerekiyor?
•Hangi kürlenme yöntemini tercih edersiniz? Oda sıcaklığında kürlenmesi gerekiyor mu? Bir fırında kürlenmeyi sağlayabilir misiniz?
•İki parçalı bir yapıştırıcı kullanıyorsanız, ölçüp karıştırmayı mı yoksa tabanca, nozül, sprey veya fırça kullanmayı mı tercih edersiniz? Otomatik bir sürece mi bakıyorsunuz? Tek parça yapıştırıcı ister misiniz?
•Hangi viskoziteyi tercih edersiniz, su inceliği veya ekşi krema gibi tiksotropik veya yer fıstığı yağı gibi yüksek viskoziteli macun? Eğer doldurmak için büyük bir boşluğunuz varsa, yüksek viskoziteli bir yapıştırıcı kullanmanız gerekir. Bazı yapıştırıcılar kür mekanizmaları sadece minimum boşluklarla kürlenmelerini sağlar.
Çok kalın bir katman olarak uygulanıyorsa sertleşme olmayabilir. Bazı yapıştırıcılar belirli kompozitler ile daha iyi çalışır. Aşağıdaki tabloda, bazı yaygın kompozitlerdeki farklı yapıştırma teknolojilerinin tipik kayma dayanımı değerleri gösterilmektedir: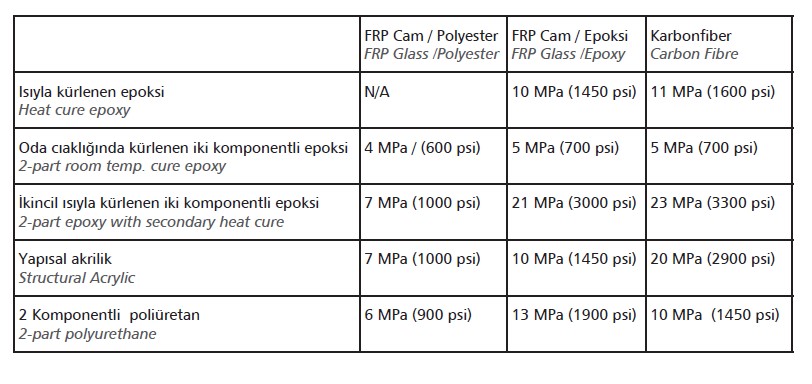

Eray Atak
Kimya Mühendisi
Teknik Müdür
Lefa Temsilcilik

