Composite material developments are advancing at a rapid rate. The desire to make planes, trains and automobiles more lightweight, fuel efficient, quieter and higher performance are the key driving force behind the composites industry.
One prime example is the fuselage of the Boeing 787 Dreamliner, which is one big section of composite. Switching from substrate materials such as metal, means looking at different ways of joining and fixing components.
The main benefit is improved energy efficiency from reduced weight, which of course reduces the impact on the environment and running costs.
Joining composite materials can be quite a challenge.
Traditional methods of joining such as welding become impossible – how do you weld an aluminium extrusion to a sheet of composite? For a plastic to plastic joint, you may have considered using a solvent to weld the parts together, but should you wish to join plastic to composite in this manner, you won’t have much luck.
Mechanical fasteners can offer a simple, cheap solution but these can cause areas of high stress where they are located or if a hole needs to be drilled the structural integrity of the part may be compromised.
Mechanical fasteners are often unsightly, add to component weight, increase drag, rattle or vibrate (which can be very irritating), and if you’re accident prone, be one more thing you can catch yourself on!
Bonding components with adhesive offers a solution to this joining problem and can offer many benefits:
•Better stress distribution between components – no “weak spots” where stress could be concentrated,
•A more streamlined appearance,
•Less processing – no need to drill which adds extra stress to the substrate,
•Lightweight and will not rattle,
•Less likely to be tampered with or vandalised by opportunistic troublemakers,
•Creates a seal – no leak paths (so ideal for things like boats),
•Choice of application method, cure speed, strength and flexibility to suit application.
However, it’s not all a bed of roses, using adhesives does come with some considerations and limitations. Hopefully being aware of these issues in the design stage will enable a successful, high performance result.
Surface Preparation
To achieve the highest strength bond and best durability it may be necessary to prepare or prime the surfaces you wish to bond. Different materials have different requirements, everything needs to be clean, dry and grease-free for starters.
Certain plastics such as polypropylene or polyethylene need significant surface preparation before bonding due to their non-stick nature, composite blends with these base resins may need careful testing to ensure surface energy is high enough to allow bonding.
Composites such as carbon fibre or GRP you can probably get away with minimal surface preparation although if bonding the Gelcoat side of GRP, you may need to abrade.
There are a lot of variables and a lot of different surface preparation techniques, so it is advisable, if in any doubt, to contact the Permabond technical helpline for advice.
Thermal Expansion and Contraction Rates
This also requires consideration, if you have a long GRP pultrusion you wish to bond to carbon fibre you could run into problems when the components expand and contract.
Of course, this is not just a problem when you use adhesives but often when mechanical fasteners are used. Sometimes this is so bad, materials can warp, bend or deform or the bond can fail
The component substrates need to be allowed a degree of movement to cope with differential thermal expansion and contraction so selecting a flexible adhesive and increasing the glue line thickness (gap) between substrates can also help reduce expansion and contraction stresses.
The table below shows the different thermal expansion figures for common engineering materials.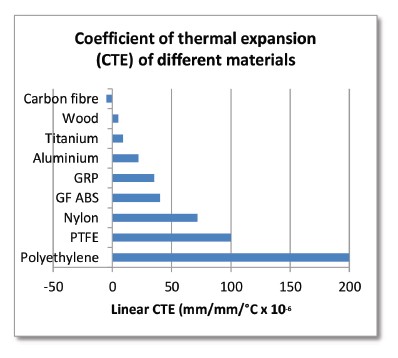
To put the graph figures into context, if you were to bond a metre length of polyethylene to carbon fibre and applied a temperature change of +20°C, the PE will expand at least 4 mm more than the carbon fibre. When curing adhesive, it is a good idea to cure them at the temperature at which it would be normally operating (if possible), this helps keep stresses minimal between dissimilar materials. A handy website to help with calculations is at http://www.calculatoredge.com/calc/exp.htm.
Joint Configuration
Using an adhesive opens up a lot more options as far as joint designs are concerned. Complex joint configurations and gap filling can now be considered where previously welding or mechanical fastenings, options were limited.
Building in a glue line thickness control can help minimise stresses between dissimilar materials. Normally a gap of about 250 μm would give optimal strength performance combined with allowing a degree of expansion and contraction between substrates.
You can control the glue line thickness by using very thin lengths of wire of the desired gauge or use glass ballotine spacer beads (these can be sprinkled on very easily like salt on your chips!).
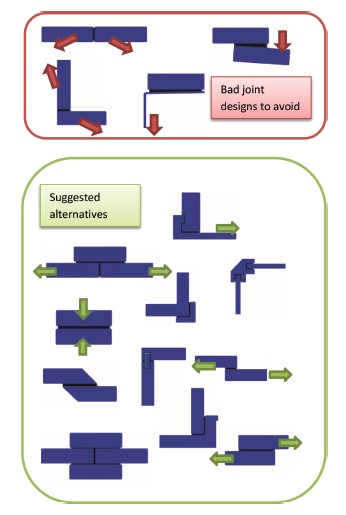
Examples of Good and Bad Joint Designs: (Arrows Indicate Direction of Force on Joint)
Service Conditions
To enable selection of the best adhesive for the job, it is important to consider the service conditions the adhesive will be exposed to.
These are conditions such as temperature changes, maximum and minimum temperature performance, chemical exposure, environmental exposure (so factors like rain, humidity, sunshine, frost Etc.) and of course a combination of all of the above (a relatively non-attacking chemical at room temperature could be quite aggressive when hot).
Adhesive Preferences
So, you’ve got your composite materials, you’ve designed your joint, you’ve prepared the surfaces, you’re confident that the service conditions are not going to be a problem. Now you are faced with 100+ adhesives to choose from.
To help narrow down your options, have the answers to the following questions ready:
•What is your preferred cure speed? E.g. instant seconds, minutes, hours? How quickly do you need to assemble the parts and have them cured?
•Which cure method do you prefer? Does it have to be room temperature curing? Can you cure in an oven?
•If using a two-part adhesive, do you prefer to measure and mix, use a gun and static mixer nozzle, a spray activator or brush on initiator and resin? Are you looking at an automated process? Do you want a single part adhesive?
•What viscosity do you prefer, water-thin or thixotropic like sour cream or high viscosity paste like peanut butter? If you have a large gap to fill then you need to use a high viscosity adhesive. Certain adhesives cure mechanisms only allow them to cure in minimal gaps.
Cyanoacrylate and anaerobic adhesives, for instance, may not cure if they are piled up into too thick a layer. Certain adhesives work better with certain composites. Below table shows typical shear strength figures of different adhesive technologies on some common composites: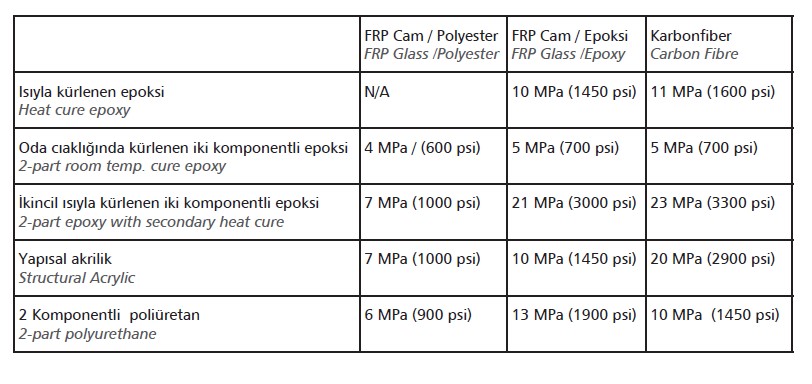

Eray Atak
Chemical Engineer
Technical Manager
Lefa Temsilcilik


