Genel
Yüzey işleme metotları, hidrojen gevrekliği (C) nedeniyle “paslanma” eğilimi gösteren “çıplak” civatalarda uygulanmaktadır. Yüzey işlemesi civataların üzerini bir koruyucu katman ile kaplama amacıyla yapılır. Bu sayede yüzey türüne göre çok daha iyi veya kötü bir koruma sağlanır.
Yüzey işleme korozyonu sadece yavaşlatır. Civatalar daha düşük bir sertliğe sahip değil ise korozyonu engellemek için sadece paslanmaz çelikten (örneğin A2 çeliğinden) yapılmış civataların kullanılması gerekir.
Metal Kaplamalar
Metal kaplamalarda çoğunlukla galvaniz işleminde çinko veya çinko alaşım katmanları ortaya çıkar. İnorganik kaplamalara göre metal kaplamalar korozyona karşı daha az dayanıklıdır. Ancak, organik katmanlar ile mühürleme işlemi yapmak suretiyle dayanıklılık etkisi artırılabilir.
Galvaniz yöntemi uygulanan kaplamalarda, ön işlemede (örneğin, asitli aşındırma) ve çinko kaplama işleminde hidrojen alımı nedeniyle hidrojen gevrekleşmesi tehlikesi bulunur. Bu tehlikeyi ortadan kaldırmak için bu tür ürünlerin ayrıca bir ısı işlemine tabi tutulması gerekir.
Bununla ilgili daha ayrıntılı bilgiye DIN EN ISO 4042 “Bağlantı Parçalarının Galvaniz Kaplaması” standardından ulaşabilirsiniz.Hidrojen nedeniyle oluşan gevreme ani, her zaman süresi geciktirilerek ortaya çıkan ve de deformasyonsuz bir kırılmadır.
İki tür kırılma vardır:
• Üretime bağlı gevreklik kırılması, Galvaniz yüzey işlemi veya ön işlem nedeniyle oluşur.
• Kullanıma bağlı gevreklik kırılması, Korozyon ile oluşur, daha doğrusu, hidrojen daha önceki bir korozyon atağının klorürlerinden
meydana gelmiştir.
Yüksek dayanıklılığı olan ve sertleştirilmiş civatalarda hidrojene dayalı gevrekleşme nasıl azaltılabilir?
• Hidrojen kaynaklarından sakınmak ve bunları azaltmak (örneğin, su buharı),
• Civataları paslanmayan çelikten (örneğin, A2 türü çelikten) üretmek,
• Gerilim konsantrasyonunu engellemek,
• Asit işlemi uygulamamak,
• Sonradan yapılan sanayi işlemleri,
• Daha sonradan uygulanan ısıl işlem (temperleme)
• Organik ve/veya inorganik katman uygulama
• Yüksek dayanıklılığı olan veya sertleştirilmiş parçalara galvaniz işlemini uygulamamak
İnorganik Kaplamalar
Bu katman oluşturma türleri yüksek ısıda yakılmak suretiyle uygulanan çinko ve alüminyum lamel karışımlarından oluşur. Korozyona karşı aşırı dayanıklılık sağlama özelliği nedeniyle bu yöntemler artan bir önem kazanmaktadır.
İnorganik kaplamalarda hidrojene bağlı gevrekleşme olmaz, çünkü bu yöntemde bir yüzey temizleme işlemi yapılmaz. Bu tür kaplama ile ilgili ayrıntılar DIN EN ISO 10683 “Elektrolitlerle uygulanmayan çinko lamel kaplamaları” standardında yer almaktadır. Bunlar kısmi olarak şöyledir:
• Metal olmayan parçaları içeri dökme (Infusion),
• Metalleri içeri dökme,
• Metal ve metal olmayan parçaları içeri dökme,
• Metal ve metal olmayan parçaları dışarı dökme (Effusion).
Organik Kaplamalar
Kaplamanın bu şekli sadece kısmen, neredeyse sonsuz renk seçimli bir kaplama imkanı sunar. Temeli doğal ürünlere dayanır. Bu kaplamaların kısmen çok yüksek kalıcı ısı dayanıklılığı vardır ve elektriği iletmezler. Malzeme yüzeyi asitle temizlenmediği sürece hidrojen ile gevreme tehlikesi yoktur.
Yüzeydeki katman ortadan kaldırıldığında artık katotsal bir korozyon koruması bulunmaz. İlk teslimatta korozyona karşı dayanıklılık
gayet yüksektir.
Elektrikli Çinko Kaplama (Galvaniz) Genel, Katman Kalınlıkları
İstenilen galvaniz yüzey işlemine yönelik kısa tanım örneği
~ Yüksek nitelikli çeliklerin tanımı ile karıştırılmamalıdır (örneğin A2-70) ~
Galvaniz yüzeyler için kısaltma işaretleri: A2F
1) Kaplama malzemesini tanımlama harfi
A = Çinko (Zn)
2) μm biriminde katman kalınlığı kodu
2 = 5 μm
3) Parlaklık derecesi ve sonradan işlem yapma
kodu
F = düz, renk mavimsi


Testler için ölçüm noktasındaki katman kalınlığı geçerlidir

Diş toleransları özellikle galvaniz kaplama işlemi öncesinde geçerlidir. Kaplama işlemi ile dış vida dişindeki veya somun dişindeki sıfır çizgisi değerin altında kalmamalıdır.
Kaplamalı dış vida dişi, tolerans alanının üst ölçüm noktası ile sıfır çizgisi arasında olabilir. Vidalanabilir olması açısından diş alanlı parçaların katman kalınlığı, genel tolerans alanı mantıksal olarak 6g/gH ile sınırlıdır.
Katman kalınlıklar
Tablo 1: Dıştan dişi olan cıvataların azami katman kalınlıkları
Tablo 2: Zorlama ve uygun çinko katman kalınlıkları
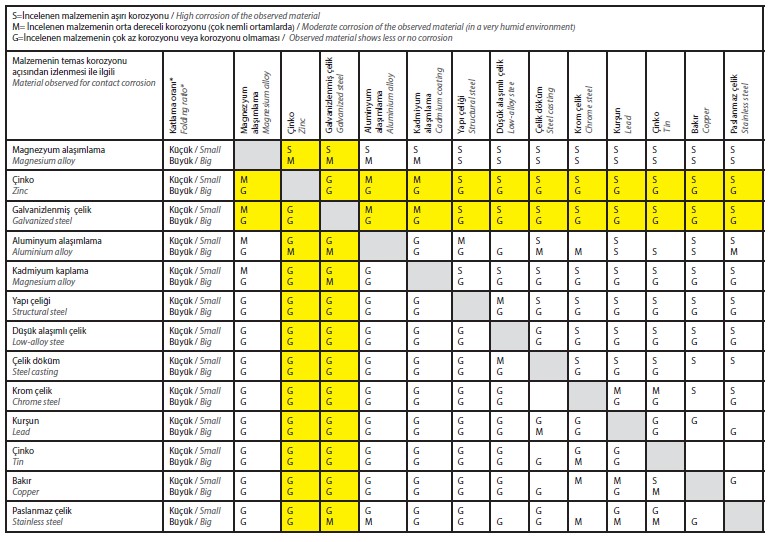
Temas Korozyonu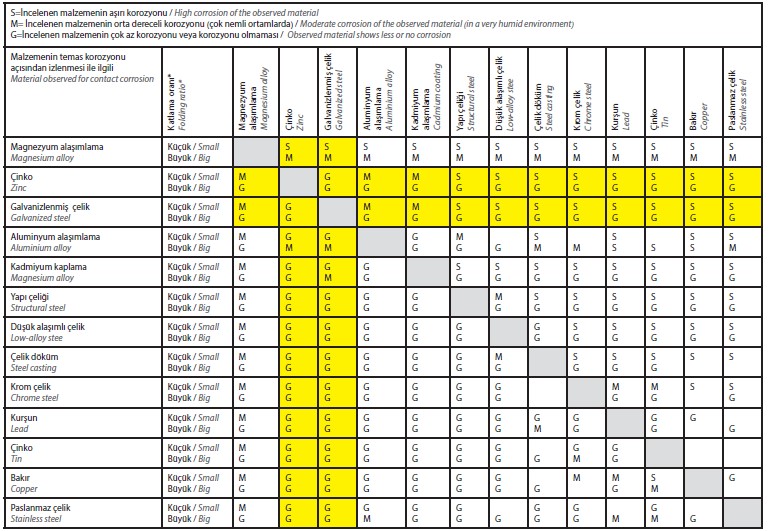
Tablo 3: Galvaniz çinko kaplamada temaz korozyonu
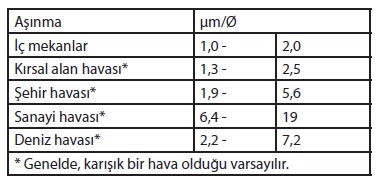
Yıllık Aşınma Değerleri
Tablo 4: Çinko, düz yüzey korozyonunda yıllık aşınan katman kalınlığı
Sıcak Daldırma Suretiyle Galvanizleme
40mm’nin ölçüm noktasında norm gereği istenilen asgari katman kalınlığı cıvata dişlisinin daha küçük bir ölçüde olmasını gerektiriyor; bu daha düşük olan değer genelde dış vida dişindedir. Galvanizli dış vida dişi sıfır çizgisini aşmamalıdır.
Dış vida dişi daha sonradan kesilemez. HV bağlantılarında DIN 6914/6915 somuna bir tolerans değer verilir (= Z/X/AZ/AX) – Bundan dolayı galvanizli dış vida dişi sıfır çizgisinin üzerindedir. Somun dişlileri daha sonra galvanizli boş parçaların içine doğru kesilir.
Dış vida dişinin çinko ile kaplanması sayesinde korozyona karşı koruma oluşturulur (katodik koruma). Galvanizli cıvatalar, galvanizsiz cıvatalara göre daha az dayanıklılık (diş içinde kenar kaplamasının az olması nedeniyle) gösterecektir. Buna bağlı olarak test/kırılma gücü azalır.
Galvanizli cıvata ve somunların montajında, özellikle dişin daha fazla yağlanmasında sürtünme ve tork moment değerleri değişik olabilir.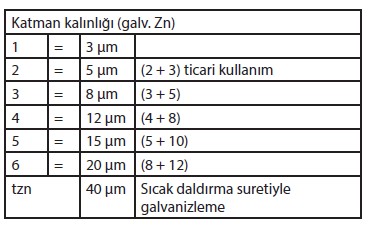
Çinko içeren hammaddelerde temas korozyonu (sarı renkte)
Çinko kullanımında yıllık aşınma değerleri, düz yüzey korozyonu

İzzet Aydın
Genel Müdür
Hillebrand Chemicals Kimyasal Pazarlama Ltd. Şti.
Kaynaklar
• DIN EN ISO 4042 “Galvanische Überzüge für Verbindungselemente”.
• DIN EN ISO 10683 unter dem Begriff “Nichtelektrolytisch aufgebrachte Zinklamellenüberzüge”.
• ISO 6157-1 (DIN 267-1 9, Abs. 2.7).
• ISO 4042 Abs. 6 / Anhang A / ISO 15330.
• ISO 61 57-2 / EN 493 (DIN 267-19, Abs. 2.7) EN 1403, 12329 Beratungsstelle “FEUERVERZINKEN”.
• ISO 10684 (DIN 267-10).
• DIN 18800-7/EN V 1090-1.
• Schrauben Lexikon.
• Tabellenbuch Verbindungselemente.

