The pebble stone flooring system is a product group that is constantly developing with visual and technical requirements. and we are in contact with this kind of flooring systems always when we are walking on. In this article, we are going to talk about the flooring system made with natural stones and the polyurethane binders.
First, let’s explain the pebble stone flooring system; Generally, The flooring system consists of tumbled stones with a diameter of 4-8 mm (1mm or less diameters are using for indoor applications) and mixing them with a binder and applying it to the floor using a trowel and guide.
The dimensions of the stone diameter and the surface conditions are completely changable with the preference of the customer.
Although visual designs are the main reasons for preferring these floor systems, the most important reason is the technical characteristics of the product. These features are briefly as follows;
Provides high mechanical strength. (Picture 1)
•Has higher mechanical strength than asphalt and similar systems,
•Impact resistance is high,
•Resistant to heavy loads.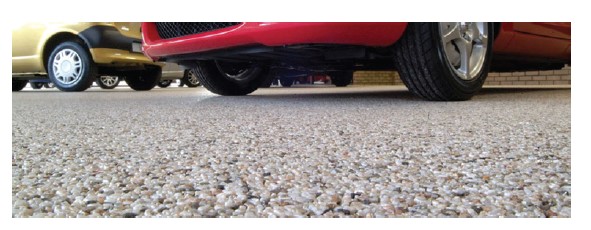
Picture 1. Parking area
It is a water permeable system, it does not keep water on its surface. (Picture 2)
•No frost on the surface,
•Higher road safety,
•Reduces salt usage for defrosting,
•Facilitates groundwater collection.
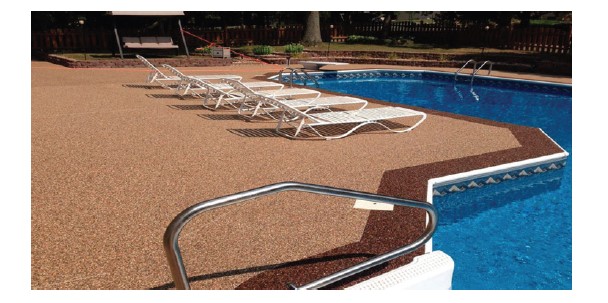
Picture 2. Swimming pool
General Features:
•UV resistant according to the binder,
•Does not make algae,
•Mud-resistant,
•Resistant to moisture and wetness,
•Not flammable,
•Suitable for indoor and outdoor usage. (Picture 3)
Picture 3. Indoor and outdoor examples
After presenting the application area mentioned above It would be useful to introduce the binding materials used in this system. The purpose of using these binders is to ensure that the stones are held together and not to be separated under environmental conditions.
First, two-component epoxy materials were used in these systems. Due to the following problems of using the epoxy binders, for better performance the need for another types of binders have revealed.
•Non-UV resistant and yellowing in light colored stone systems,
•Breaking of stones due to hot-cold weather shocks or winter freezing.
As in many other industries, the best equivalent materials to epoxy materials are polyurethanes. The polyurethane materials provide us; the desired hardness/elastic product designs, the aliphatic system to be resistant to UV/no yellowing and polymer materials with the breathable properties.
Let us explain why polyurethane materials should be preferred in this application;
Aliphatic polyurethane materials are UV resistant, they have not yellowing property.
Since our aliphatic products do not contain aromatic parts due to their structure, they are not affected by UV rays and do not make yellowing. The main reason for the yellowing is that the aromatic structures interact with the UV light and turn into a yellow color structure.
Aromatic compounds are composed of benzene and condensed benzene rings. In the light of this information, when we look at the MDI which is a polyurethane isocyanate compounds and epoxy, we will see that both structures contain aromatic sections.

Therefore, for a non-yellowing structure, firstly our raw materials should not contain aromatic regions. In this sense, the polyurethane raw materials (polyol and isocyanates) should be in aliphatic structure. Considering that polyol groups are generally aliphatic, aliphatic isocyanates are listed below.

Provides high mechanical strength.
Mechanical strength is one of the most important properties of polymer materials. We can explain on the basis of our subject that The greater the tensile strength of the product used as binder, the higher the strength conections between the stones.
Epoxy materials may be of hard construction, but they are not so high-strength products as polyurethanes. Single component or two component polyurethane materials have higher adhesion performance. This is because of the better connecting of polyurethane materials to the surface and to each other by additional links. This binding is characterized as H-bond. This bond provides additional strength to the structure.
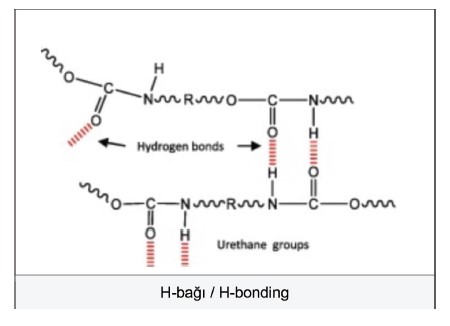
This adhesion performance and mechanical characteristic prevent the polyurethane flooring system from breaking as a result of the freezing (because of the water remaining between the stones) in winter and also in hot and cold passages in the final product.
Has better drainage performance.
The stone floor systems, which are expressed as water permeable ground, allow the water to be kept under the surface by using the structural gaps. This system has been used in areas like ways and on the pool sides, where water is unavoidable.
To design this system, it is possible to use different sized stones or different polymer materials as binders. The ability of the epoxy materials to wet the surface is not as good as polyurethane materials. Wetting the surface directly affects the adhesion performance.
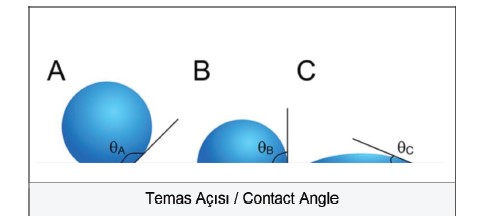
The above image shows the contact angles of a liquid with the contact surface. Where The angle between the liquid and the surface is lower than 90°C (C) it explains a good wetted surface and a better adhesion performance. If the contacted angle is greater than 90º (A), it explains that it does not wet the surface and the adhesion will be weaker.
Because epoxy materials are less wetting, at least 10% binder is used to achieve proper adhesion performance. In contrast, polyurethane materials are used at a rate of 4-5% due to their higher wetting ability. Of course, these rates are given for stones of similar size.
This utilization ratio provides both the advantage of finance and the fact that in similar structures there is less polymer material between the stones, it makes water discharge more.
There will be no water accumulation on the surface due to more water discharge. Thus, it will allow safer driving and walking on the roads by preventing the surface icing.
Reduces the salts usage for preventig the icing on roads.
Resistant to sea water and chemicals.
Since there is no solvent in the product, it can be used indoors.
As PURIN, we offer three different products for this applications: aliphatic one-component, aliphatic, two-component and aromatic one-component based on our polyurethane expertise. As a local producer, we can offer you our aromatic product while reducing your costs to half of epoxy systems and also our aliphatic (non-yellowing) systems equivalent to your epoxy costs but with better performance.
Our aim is to reduce the dependency on import by offering our polyurethane resins to the domestic market with higher quality and higher price advantages . We provide advantages in terms of price, term of packaging options, term of revision demands (2-3 days) and term of one-to-one technical support with our expertise in polyurethane .

İbrahim Kecin
Chemist, M. Sc.
General Manager
PURIN Polyurethane

Ayşenur Dede
R&D Manager
PURIN Polyurethane
References
1) Diisocyanates and Polyisocyanates,” CEH Marketing Research Report (SRI), 2009

